
Wire drawing process is a metalworking process used to reduce the cross-section of a wire by pulling the wire through a single, or series of, drawing die(s).
Metal Wire Drawing is usually performed as a cold working operation. It is most frequently used to produce round cross-sections, but squares and other shapes are also drawn.
Wire drawing is an important industrial process, providing commercial products such as electrical wire and cable; wire stock for fences; and rod stock to produce nails, screws, rivets, and springs.
There are many applications for wire drawing, including electrical wiring, cables, tension-loaded structural components, springs, paper clips, spokes for wheels, and stringed musical instruments.
Although similar in process, drawing is different from extrusion, because in drawing the wire is pulled, rather than pushed, through the die.
Drawing is usually performed at room temperature, thus classified as a cold working process, but it may be performed at elevated temperatures for large wires to reduce forces.
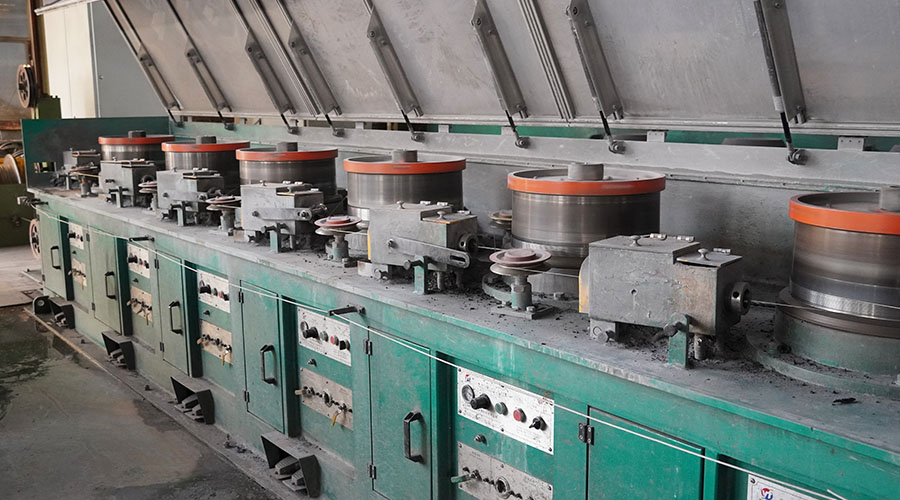
Wire drawing is done on continuous drawing machines that consist of multiple draw dies, separated by accumulating drums between the dies。
Each drum called a capstan, is motor driven to provide the proper pull force to draw the wire stock through the upstream die.
It also maintains a modest tension on the wire as it proceeds to the next draw die in the series.
Each die provides a certain amount of reduction in the wire so that the desired total reduction is achieved by the series. Depending on the metal to be processed and the total reduction, annealing of the wire is sometimes required between groups of dies in the series。
The advantages of drawing in these applications include the:
(1) Close-dimensional control.
(2) Good surface finish
(3) Improved mechanical properties such as strength and hardness.
(4) Adaptability to economical batch or mass production.
Drawing speeds are as high as 50 m/s (10,000 ft/min) for very fine wire.
In the drawing, reductions in the cross-sectional area per pass range up to about 45 %.
Usually, the smaller the initial cross-section, the smaller the reduction per pass.
Fine wires usually are drawn at 15 to 25% reduction per pass and larger sizes at 20 to 45%.
A light reduction (sizing pass) also may be taken on rods to improve their surface finish and dimensional accuracy.



