 Skip to content
Skip to content 
Butt Welding Machine




Butt Welding Machine
1. Butt welding machine has a wide range of applications. For example, low carbon steel, high carbon steel, alloy steel, stainless steel, and other non-ferrous metals and alloys can be welded by flash butt welding.
2. The welding cross-sectional area range is wide, and generally, the cross-sectional area can be welded from tens to tens of thousands of mm2.
3. Flash butt welding is widely used to weld various plates, pipes, profiles, solid parts, tools, etc. It is widely used and is an economical and efficient welding method.
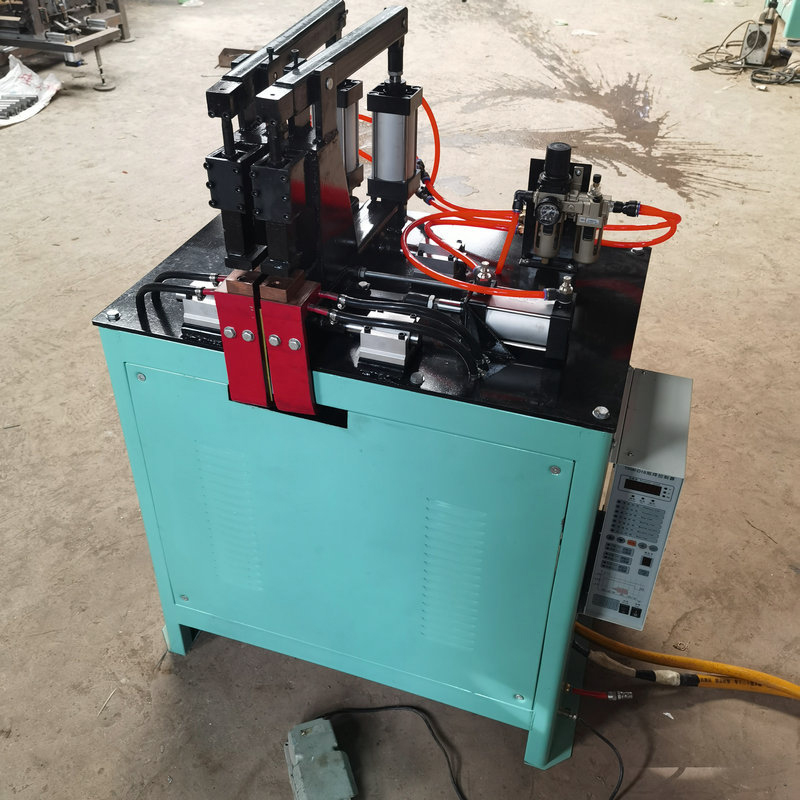
Butt Welding Machine
Butt welding machine has a wide range of applications. In principle, all metal materials that can be forged can be welded by flash butt welding machine. For example, low carbon steel, high carbon steel, alloy steel, stainless steel, and other non-ferrous metals and alloys can be welded by flash butt welding machine.
The welding cross-sectional area range is wide, and generally, the cross-sectional area can be welded from tens to tens of thousands of mm2.
Flash butt welding machine is widely used to weld various plates, pipes, profiles, solid parts, tools, etc. It is widely used and is an economical and efficient welding method.
Butt welding machines are also called current welding machines or resistance butt welding machines. The resistance between the contact surfaces of two workpieces is used to instantly pass low voltage and high current, causing the contact surfaces of two mutually butted metals to instantly heat up until they melt and fuse.
Technical Parameters
Rated capacity: 125KVA
Frequency: 50HZ
Welding link diameter: 6mm-10mm
Motor (braking) JEJ32-4 variable frequency step-less speed regulation
Secondary voltage step-less adjustment
Primary voltage: 380V/2 phases
Welding speed: 30-48 cycles/minute
Machine size: 1800*1400*1950
Air source power: 0.65Mpa
Program control method: PLC control
Operating site: 2M×4M
Flash butt welding mainly uses the contact resistance of the workpiece to generate heat to heat the workpiece. The metal surface melts, the temperature gradient is large, and the heat-affected zone is relatively small.
The weld joint forms common grains under the conditions of plastic degeneration of the solid metal of the workpiece. The structure and composition of the weld are close to those of the base metal (or have been heat treated), making it easier to obtain equal-strength and equal-plastic welded joints.
The flash process has the self-protection function of expelling air and reducing metal oxidation. Upsetting can also drive oxides out of the weld along with the liquid metal. There are fewer defects such as weld inclusions and incomplete penetration.
The flash process has a strong self-adjusting function, has low requirements for strict compliance with specifications, and has stable welding quality. The electric power required per unit welding cross-sectional area is small, and only (0.1-0.3) KVA/mm2 electric power is needed to weld low-carbon steel.
The welding productivity is high, and it only takes a few seconds to tens of seconds to weld a joint.
Advantage
1. Energy saving. The radiator flash butt welding machine uses two 125KVA solder mask transformers as power supply, pneumatic pressing and upsetting, and no hydraulic station. Compared with others that use two 315KVA single-phase AC solder mask transformers And two welding machines with a power of 18KVA hydraulic station, the UN-250AB welding machine can save up to 78℅ of electricity.
2. Low requirements for the power grid. Only a 250KVA power grid is required.
3. High welding precision. The programmable controller PLC and imported stepper motor are used to control the flash process, which can accurately set the burning amount and burning speed. The welding current is controlled by the microcomputer solder resist controller. The center distance error of the film head after welding is It can be controlled within ±0.2mm to facilitate subsequent assembly and welding.
4. Automatic centering function. Ensure that the distance between the two ends of the pipe string and the two head ends is consistent before welding, thereby ensuring a consistent burning amount at both ends.
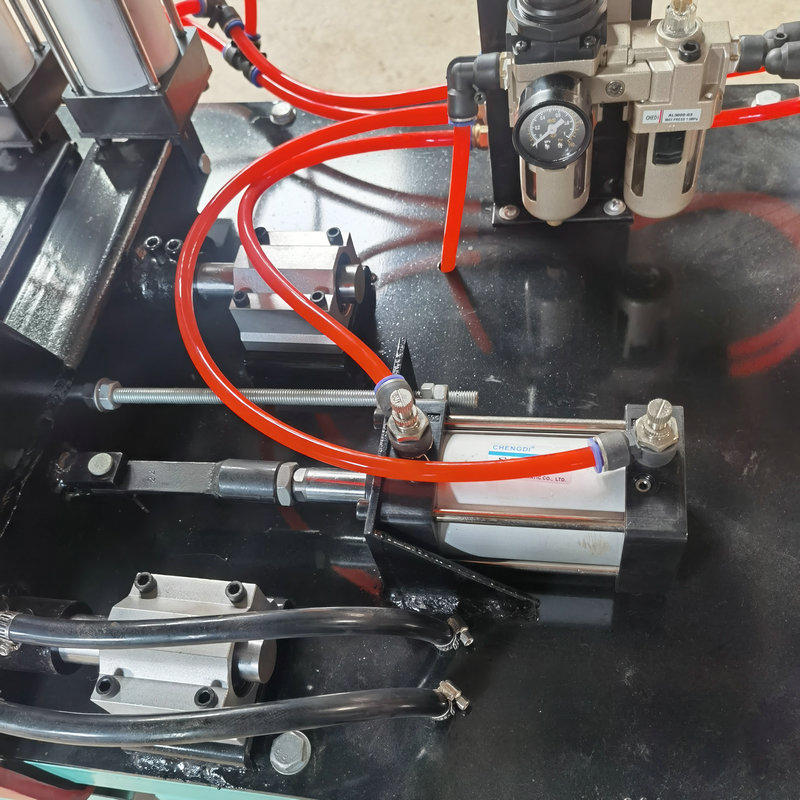
5. High welding efficiency. Since the workpiece is pressed using a double-force cylinder, its response speed is significantly faster than that of the hydraulic cylinder.
6. Operation and maintenance services are convenient. Since there is no hydraulic station, the product has fewer debugging points and fault points, and there will be no oil leakage or other phenomena.
Send Us Your Inquiry Here
Related products




Get In Touch
Contact Us
Address
- No.151 Shengang Road, Lingang Street, Jiangyin City, Jiangsu Province, China
Tell
- +86 157 9315 9396
- +86 187 0058 0100
