 Skip to content
Skip to content 
Copper Rod Wire Drawing Process is a process used in the metal industry to reduce the cross-section of metal wires. This process can be completed by pulling the copper wire or copper rod through a series of drawing dies.
Sometimes people use wire drawing and drawing in wires and cables. Confused, but in fact the two are quite different, the drawing process is done at room temperature, but can also work at higher temperatures.
The copper rod wire drawing process and precautions are as follows.
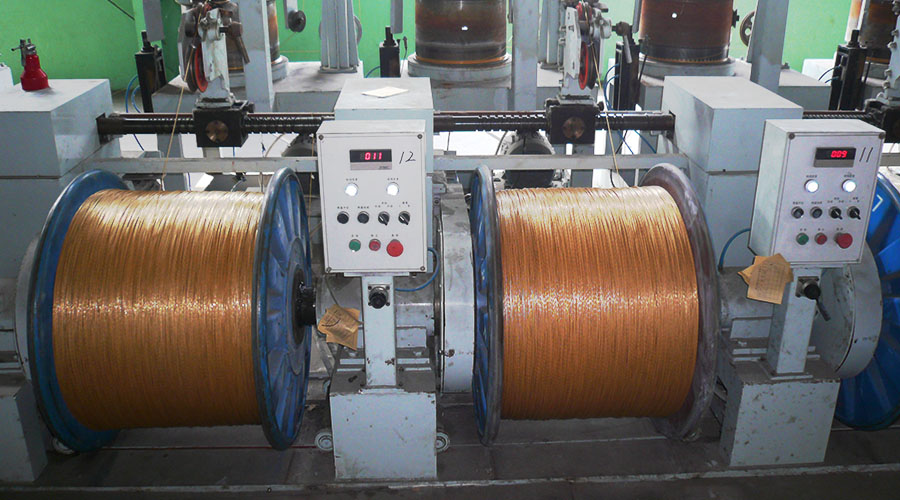
Copper Rod Wire Drawing Process Flow
- Cleaning
Soak the copper rod in a cleaning solution at 80-95°C for 20-30 minutes. The cleaning solution includes trichloroethylene, caustic soda, sucrose fatty acid monoester, and polyether-modified silicone oil. - Annealing
Place the cleaned copper rod into a vacuum furnace and heat it to 700-800°C for two to three hours to eliminate residual stress on the copper rod. - Lubrication
The lubricant is drawing fluid, which has lubrication, cooling, and cleaning functions; drawing fluid will also affect the concentration, temperature, and cleanliness of drawing; generally, the concentration of drawing fluid is 3-18%, and the temperature is 30-45°C. The pH value is 6.5-7.5; the concentration of the drawing liquid is controlled to be 15-18% for large drawing, 7-8% for medium drawing, 4-6% for medium and small drawing, and 3-5% for small drawing. - Pre-pull
Pre-draw the annealed copper rod into a copper wire with a diameter of 3-5mm, and anneal again. The annealing temperature is 650-700°C and kept warm for one to two hours. - Pulling
The copper wire obtained in the pre-drawing process is drawn in multiple passes. During the drawing, the lubricating emulsion is continuously sprayed and intermittent annealing is performed. After each drawing, annealing is performed to obtain the copper wire of the required diameter.
Pay Attention to the Copper Rod Wire Drawing Process
- The compression rate of the copper rod wire drawing process surface is too large, causing the mold to crack or break. Most of the cracks or fracture lines are caused by the release of internal stress. In any material structure, the existence of internal stress is inevitable, and it occurs when drawing wires. The internal stress of the mold can originally enhance the microcrystalline structure of the mold, but when the compression rate of the drawing surface is too large and it cannot be lubricated in time, the temperature rise will be too high, which will cause part of the material on the surface of the mold to be removed, and the stress endured by the microcrystalline structure will be greatly increased. , making it more likely to crack or break.
- The stretching axis of the wire is asymmetrical to the center line of the die hole, resulting in uneven stress on the wire and the drawing die. The impact caused by mechanical vibration will also cause a high-stress peak on the wire and the drawing die. Both of them Will accelerate mold wear.
- Factors such as uneven wire hardness due to uneven annealing can easily cause premature fatigue loss of the diamond wire drawing die, resulting in annular grooves that accelerate the wear of the die holes.
- The surface of the wire is rough, and the oxide layer, sand, or other impurities attached to the surface will cause the mold to wear out too quickly. When the wire passes through the die hole, the hard and brittle oxide layer and other adhering impurities will cause the drawing die to wear out like abrasives. The holes quickly wear and scratch the surface of the wire.
- Poor lubrication or metal debris and impurities in the lubricating fluid will cause mold wear. Poor lubrication will cause the surface temperature of the die hole to rise too quickly during copper wire drawing, causing the die grains to fall off, and causing damage to the die. When the lubricant is unclean, especially if it contains metal chips that fall off during drawing, it can easily scratch the surface of the die hole and the surface of the wire.




